
Cementaid offer a look into how the Everdure CALTITE concrete stands the test of time when subjected to the harsh environment of the Fimiston open pit mine in Australia
The Fimiston open pit mine is the largest open pit gold mine in Australia. Located on the southeastern edge of Kalgoorlie-Boulder, approximately 600km east of Perth, the mine is managed by Kalgoorlie Consolidated Gold Mines (KCGM) and owned (50/50) by Newmont Australia and Barrick Gold Corporation. Ore extracted is treated in two processing plants – the Fimiston plant and the Gidji Roaster plant. The need for increased production in the 1990’s saw the Fimiston plant undergo a significant expansion with the installation of a new single large Sag Mill in 1994.
Corrosion
The production of gold from ore at the Fimiston mine relies on the presence of freely available yet highly saline bore water which is used for plant processing, wash-down of equipment, road watering and dust suppression. Severely contaminated with chloride, sulphate and magnesium salts, the bore water is highly destructive to normal reinforced concrete. Moreover, the salt and sulphate levels in the bore water at Fimiston are in the extreme range and produce an exceptionally severe/corrosive service environment for reinforced concrete subject to daily wet/dry cycling under the hot, windy conditions at Fimiston.
Water analysis of the bore water used at Fimiston is as follows:
| pH: 5.3 to 7.5 | TDS: 158000-217000 mg/l | CO3: <0.3 mg/l |
| SO4: 8500-12000 mg/l | Cl- 88000-122000 mg/l | Na+ 51000-70000 mg/l |
| Ca++ 640-1050 mg/l | Mg++ 6500-9000 mg/l | K+ 90 – 435 mg/l |
The high chloride concentration promotes rapid penetration of the cover layer and premature corrosion of embedded reinforcement. The high levels of sulphate salts cause surface loss by physical salt scaling as well as two separate corrosion reactions which lead to denaturing and disintegration of the cement matrix itself:
- The reaction of the sulphate with calcium hydroxide liberated during the hydration of the cement, forming calcium sulphate (gypsum); and
- The reaction of the calcium sulphate with the hydrated calcium aluminate, forming calcium sulphoaluminate (ettringite).
Both of these reactions result in an increase in the volume of solids which is the cause of expansion and disruption of concretes exposed to sulphate solutions. A fairly well-defined reaction front from sulphate attack can often be seen in polished sections where ahead of the front the concrete is normal, or near normal, whilst behind the reaction front, the composition and microstructure of the concrete will have changed.
These changes may vary in type or severity but commonly include:
- Extensive cracking
- Expansion
- Loss of bond between the cement paste and aggregate
- Alteration of paste composition, with monosulfate phase converting to ettringite and, in later stages, gypsum formation. The necessary additional calcium is provided by the calcium hydroxide and calcium silicate hydrate in the cement paste.
The effect of these changes is an overall loss of concrete strength.
 Additional Measures
Additional Measures
At sulphate concentrations greater than 6,000mg/Lt, recommendations by Cement Concrete & Aggregates Australia (CC&A) indicate that additional protection is required. Sulphate levels at Fimiston are up to 12,000mg/lt.
Solutions containing magnesium such as at Fimiston are significantly more aggressive, for the same concentration. This is because magnesium also takes part in the reactions, replacing calcium in the solid phases with the formation of brucite (magnesium hydroxide) and magnesium silicate hydrates. The displaced calcium precipitates mainly as gypsum.
Where the levels of magnesium ions exceed 1,000mg/Lt., the CC&A recommends that additional protection be provided in the form of membranes, barriers or other. The magnesium levels at Fimiston are up to 9,000mg/Lt.
Limitations
Coating barriers applied to the concrete itself have often proved unsustainable, being prone to damage and/or deterioration, especially in an industrial service environment where pinholes and damage to the barrier are inevitable. Coated or galvanized reinforcement is similarly easily compromised, while along with stainless steel, such additional measures provide no protection against salt-scaling, sulphate attack or acid attack of the cement matrix.
State of the Art
To meet the requirement for design life maintenance-free service of reinforced concrete used under the extreme conditions in the new Sag Mill structure, GRD Minproc Consulting Engineers specified integral water and corrosion-proofing of the reinforced concrete, using Everdure CALTITE, a time-proven effective Hydrophobic and Pore-blocking Ingredient (HPI) successfully used in structures subject to similar salt concentrations for over 50 years.
Between 1994 and 2011 when samples were extracted for testing, the CALTITE concrete used in the mill has been subjected to daily wetting/drying exposure to the highly corrosive bore water from washdown operations. Inspections conducted during this time confirm the CALTITE concrete has remained in sound condition over this period.

Laboratory Investigation
In 2011, KCGM arranged for core samples to be taken from CALTITE concrete sections of the Sag Mill structure which had been exposed to daily wetting and drying cycles of the corrosive bore water since 1994 (17 years).
For comparison, core samples were also taken from an adjacent plain concrete upstand wall built to prevent vehicles impacting the plant in the wash down bay and subject to the same service environment. Though cast in 1996 – 2 years after placement of the CALTITE concrete.
The core samples were sent to RSK Environment Limited in the UK for extensive analysis and testing, including Petrography, absorption testing, profiling of chloride and sulphate penetration and resistance to sulphate attack.
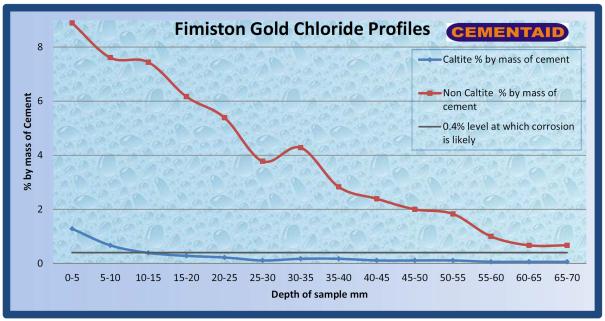
The results show the plain concrete has suffered significant sulphate corrosion attack and associated microcracking with deep penetration of chlorides into the matrix. Conversely, samples with Everdure CALTITE showed an exponential improvement in durability performance, with little or no evidence of sulphate corrosion attack, microcracking, or significant ingress of chloride or sulphate.
The data below summarises the results of petrographic analysis & penetrability testing by materials consultants RSK Environment Ltd. (UK). Tests were conducted on concrete core samples made “WITH” & “WITHOUT” Cementaid Everdure CALTITE impermeability & durability ingredient, after up to 17 years wet/dry cycling with concentrated chloride, sulphate & magnesium salt solutions at elevated temperature.
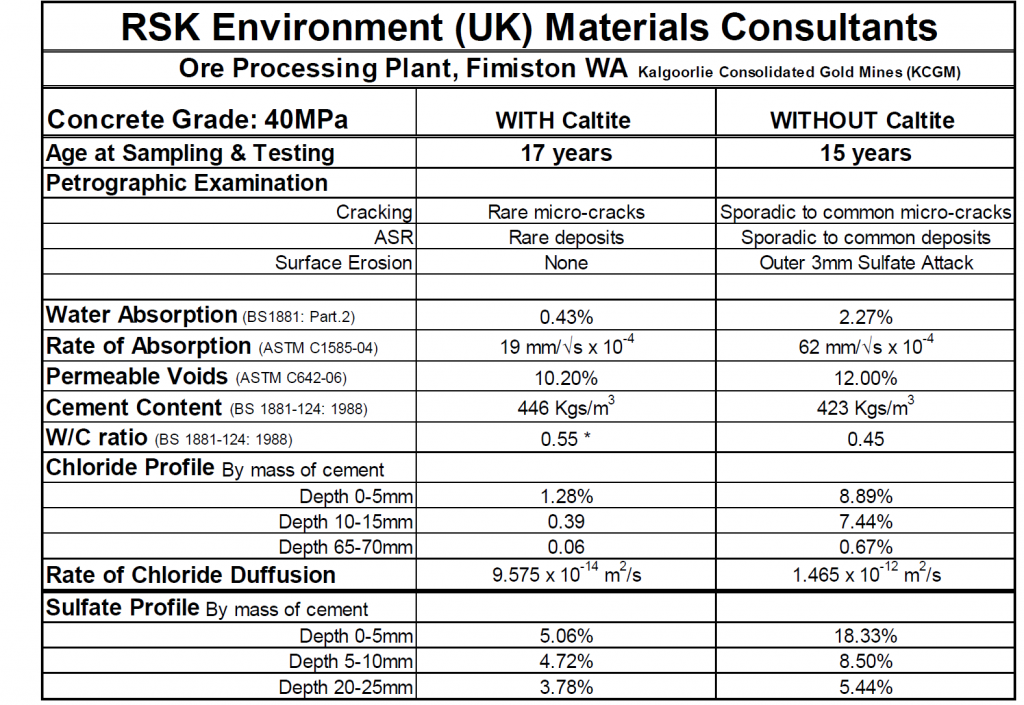
Despite the unusually extreme conditions, the report’s authors conclude that the CALTITE concrete is likely to deliver an additional “few decades” service‐life while the non‐Caltite concrete is “already nearing the end of its useable service‐life” after only 15 years.
For further information, please contact Cementaid to discover how Everdure CALTITE concrete can work for you on your projects, info@cementaid.co.uk or telephone Alistair McDonald on 01293 653 900.
Cementaid














